在汽车零部件、传动系统、工程机械、自动化装配线等工业场景中,花键轴与花键套是常见的连接结构。花键结构依靠齿形配合传递扭矩,对装配位置、角度姿态和啮合状态有较高要求。如果合装过程中出现偏心、错齿、未插入到位、齿形异常、异物遮挡或工件姿态偏差,可能会导致后续压装失败、传动异常、装配损伤甚至设备停机。
传统检测方式通常依靠人工观察、机械限位或简单传感器判断是否到位。这类方式虽然实现简单,但对复杂齿形的匹配状态、角度偏差和细微位置变化识别能力有限。在自动化产线中,如果只通过单点传感器判断有无工件,往往无法判断花键轴与花键套是否真正处于正确合装状态。
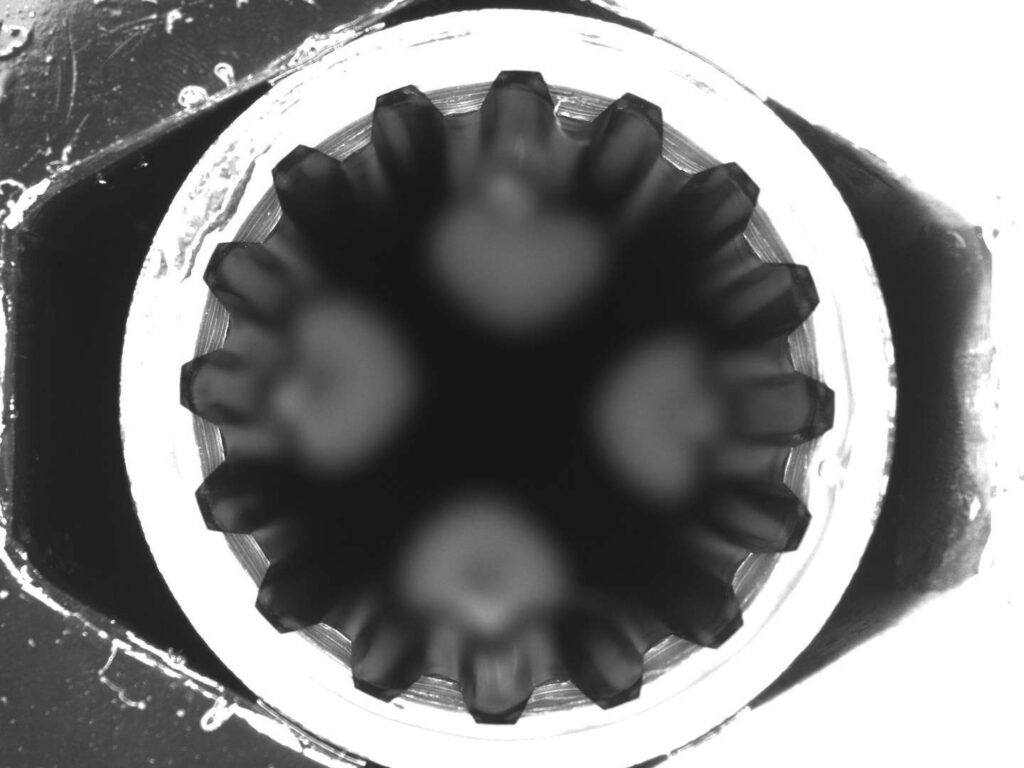
针对这类问题,可以采用工业视觉检测方案。系统通过工业相机从工件端面方向采集图像,利用花键轮廓、齿形边缘、中心区域和外圈结构等特征,判断花键轴与花键套的合装状态。视觉系统不仅可以判断“有没有装上”,还可以进一步识别“是否装正、是否偏移、是否到位、是否存在明显异常”。
从图像特征来看,花键轴与花键套合装后会形成较明显的圆形轮廓、齿形边缘和中心结构。工业相机可以通过灰度图像或轮廓算法提取目标区域,并计算内外轮廓的位置关系。系统可根据检测要求输出中心坐标、角度偏差、边缘位置、齿形匹配状态或 OK/NG 结果。
在实际应用中,花键合装视觉检测通常可以覆盖以下几类判断:
第一,检测花键轴与花键套是否存在。系统可通过目标区域的灰度、面积、轮廓和中心特征判断当前检测位置是否有工件,避免空位误动作。
第二,检测合装是否到位。当花键轴插入花键套后,其端面图像会呈现相对稳定的结构特征。视觉系统可根据中心区域、边缘位置和特征区域变化判断工件是否达到预期装配状态。
第三,检测中心偏移。通过识别花键轴中心与花键套中心位置,可以判断两者是否存在偏心。如果偏移量超过设定范围,系统可以输出 NG 信号,提醒设备停止压装或进行位置修正。
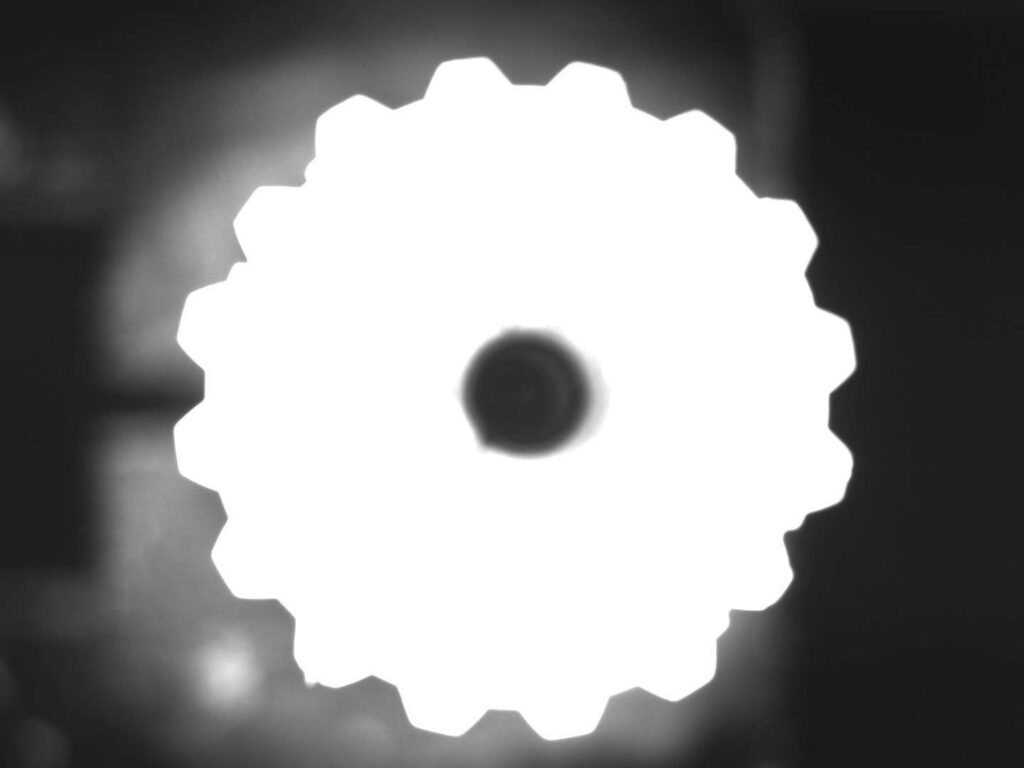
第四,检测角度姿态。花键结构具有明显齿形方向特征,视觉系统可根据齿形轮廓或特征点分布判断当前角度是否满足装配要求。对于需要机器人引导或旋转对位的场景,该数据可用于后续姿态修正。
第五,检测齿形或边缘异常。若工件存在缺齿、毛刺、严重变形、遮挡、异物或油污影响,图像中的轮廓特征会发生变化。视觉系统可根据项目实际要求增加异常识别逻辑,提高装配过程的安全性和稳定性。
完整的视觉检测系统通常由工业相机、镜头、光源、安装支架、控制器和通讯接口组成。相机负责采集花键端面图像,镜头决定成像视野和清晰度,光源用于增强齿形轮廓与背景之间的对比度,视觉算法负责完成定位和判断,PLC 或上位机则接收检测结果并执行后续动作。
在光源设计方面,花键轴和花键套多为金属件,表面可能存在反光、油污、阴影和加工纹理。如果光源角度不合适,容易出现局部过曝或边缘不清的问题。因此,项目实施时通常需要根据现场工件材质、安装空间和检测方向选择合适的环形光、背光、同轴光或组合光源,使齿形轮廓更加稳定地呈现在图像中。
在通讯方面,视觉系统可根据现场设备要求,将检测结果输出给 PLC、机器人控制器或上位机系统。常见输出内容包括 OK/NG 信号、中心坐标、偏移量、角度值、检测完成信号和异常状态。通讯方式可根据现场控制系统选择 Profinet、EtherNet/IP、Modbus TCP 或普通 I/O 信号。
对于自动化装配线来说,花键轴与花键套合装视觉检测的价值不仅在于发现不良,更在于提前防止错误装配。系统可以在压装、拧紧、搬运或下一步工序前完成检测,避免不合格工件继续流入后续环节,从而减少返工、降低设备损伤风险,并提升整线稳定性。
该方案适用于花键轴、花键套、齿轮轴、联轴器、传动套筒、圆形端面零件及类似结构件的装配检测。根据现场需求,系统可扩展为单工位检测、多工位检测、机器人引导定位、压装前防错检测或最终装配状态确认检测。
该方案的核心优势在于非接触式检测、定位直观、数据可输出、便于与自动化设备集成。相比人工测量或传统机械定位方式,视觉检测可以在不接触工件的情况下完成位置识别,减少机械磨损和人为误差,同时能够将结果数据化,方便自动化系统进行判断和控制。
在项目实施中,需要重点关注安装稳定性、光源角度、现场油污、振动和遮挡等因素。工业视觉系统对图像质量有一定要求,如果现场存在强反光、油污附着、工件晃动或背景干扰,应通过增加遮光、调整光源、优化安装支架、设置检测区域等方式提升检测稳定性。
整体来看,辊轴定位视觉检测方案适合应用于自动化装配、焊接纠偏、机械手抓取定位、产线检测和设备改造等场景。通过工业相机与 PLC 系统联动,可以帮助企业提升定位精度、降低人工干预,并为后续智能制造和自动化升级提供可靠的数据基础。